西门子数控系统基础篇编程实例
在下面的编程实例中,我们不用去考虑工件的材料,装夹以及零件的加工节拍时间,只需我们去了解如何运用G指令以及标准循环参数的设定。
例1 钻孔编程实例
要求:用Ø10麻花钻钻出4-Ø10孔,孔深20mm
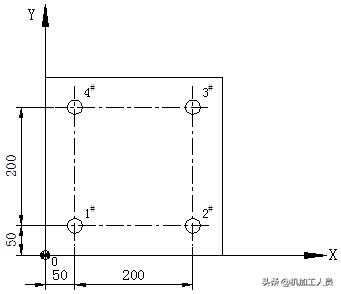
图1
N10 G00 G90 G17 G54 X50 Y50 选择X、Y平面,确定工件零点,绝对尺寸
编程
N20 G00 Z60 T1 D1 执行T1刀具长度补偿(D1表示1号刀沿)
N30 M42 换高速档位
N40 S1200 M03 F150 设定主轴转速、转向、走刀速度
N50 M7 冷却开
N60 MCALL CYCLE81(60,0,5,-20,20)模态调用钻孔循环
N70 X50 Y50 快速定位至1#孔位置
N80 X250 Y50 快速定位至2#孔位置
N90 X250 Y250 快速定位至3#孔位置
N100 X50 Y250 快速定位至4#孔位置
N110 MCALL 取消模态调用
N120 M9 冷却关闭
N130 G00 G53 Z0 D0 用D0取消刀具长度补偿,Z轴快速返回至机械零点
N140 M30 程序结束
版权声明:本文为weixin_29288313原创文章,遵循 CC 4.0 BY-SA 版权协议,转载请附上原文出处链接和本声明。